湖北玖天机车部件有限公司
地址:湖北孝感安陆市经济开发区
联系电话:0712-5251699/5251699
螺纹连接广泛应用于各类机械结构中,它由于连接可靠、结构简单以及装拆便捷等优点,是最常用的紧固方式之一。紧固件其品质对机械装备主机水平和品质具有重要影响。
螺纹紧固件通过内外螺纹的旋合夹紧,可实现零部件的快速连接,且可以拆卸、螺纹紧固件还具有良好的互换性及低廉的成本。然而,它们也是出现机械和其他失效问题的一个重要来源。造成这些问题的部分原因是,它们在使用中出现自松问题。
有许多机制可能导致螺纹紧固件松动,这些机制可分为:旋转和非旋转松动。
在绝大多数应用中,螺纹紧固件都是要进行拧紧的,以便在连接副接头中施加预紧力。松动可以定义为拧紧完成后的预紧力损失,它可以通过两种方法中的任何一种方法发生。
旋转松动,通常称为自松,是指紧固件在外部载荷作用下发生相对转动。非旋转松动是指内螺纹和外螺纹之间没有相对转动,但会发生预加载损失。
实际工况条件表明,一般螺纹可满足自锁条件,在静载下螺纹不会松脱;而实际使用中的交变载荷、振动和冲击是造成螺纹连接副松动的主要原因之一。
螺纹紧固件常规防松方法
螺纹连接副防松实质在于防止工作时螺栓与螺母的相对转动,常规的防松方法和防松措施却有很多种。
对机械连接的螺纹紧固件由于安装部位的工况不同,对螺纹连接副的防松性能也不一致,考虑可靠性、经济性、可维护性等因素,在实际的机械连接的螺纹紧固件中,采用多种不同的紧固件防松措施。
几十年来,工程师们采取各种措施来防止螺纹紧固件的松动问题。例如,止退垫片、弹簧垫圈、开口销、涂胶、双螺母、尼龙螺母、全金属有效力矩螺母等。但是,这些措施还是不能彻底解决松动问题。
下面我们就从防松原理,紧固性能与装配方便性以及防腐性能,制造可靠性诸多方面对防松紧固件进行探讨比较。目前常用的防松形式有以下四类:
一是摩擦防松。如采用弹性垫圈、双螺母、自锁螺母和尼龙嵌件锁紧螺母等防松方式,以产生一个可以阻止连接副相对转动的摩擦力。不随外力变化的此正压力可通过轴向或同时两向压紧连接副来实现防松。
二是机械防松。使用止动件开口销、串连钢丝和止动垫圈等防松方式,直接限制连接副的相对转动,由于止动件没有预紧力,当螺母松退到止动位置时防松止动才能起作用,这实际上不防松而是防止脱落的方式。
三是铆冲防松。当连接副拧紧后采用焊接、冲点和粘接等方法,使螺纹失去运动特性而成为不可拆连接。此方式的缺点明显的是栓杆只能使用一次,拆卸也非常困难,必须破坏连接副方可拆卸,不可重复使用。
四是结构防松。它是利用螺纹连接副的自身结构,防松可靠,可重复使用,拆装方便。
前三种防松技术主要依靠第三者力进行防松,主要是利用摩擦力,而第四种是新型防松技术,只单单依靠自身结构。
螺纹连接松动与防松探讨
由于螺纹连接抗振防松的寿命比其材料和结构的疲劳寿命短得多,而在疲劳破坏之前,就已经出现了因松动而造成螺纹连接的松脱失效,或因松动而导致螺纹连接副的早期疲劳破坏。
螺纹连接在工作状态下可能会经受所有类别的变动载荷,包括极为激烈的振动和冲击载荷。在变动载荷的作用下,螺纹连接的失效通常是由其自身的松动和疲劳破坏所引起的。研究表明,传统螺纹在锁紧时,往往80%以上的载荷作用是在锁紧面的前两牙或三牙,如图1所示。

图1 螺纹连接在工作状态
螺纹紧固件的松脱问题,主要是由螺纹结构造成的。螺纹紧固件在咬合时存在横向间隙,当有振动时,螺纹的基本要素“螺纹升角”就变成了“螺纹松角”。
因此,重新设计螺纹的几何形状,才能从根本上解决了紧固件的松脱问题,如图2所示。
市场上的传统楔形螺纹,是通过内牙尖角处与轴线成30°角以提高螺纹自锁能力。其优点是从根本上解决了螺纹配合时的横向间隙,提高了防松性能。其缺点则是荷载不平衡。
根据受力角度分析,螺纹在受力时侧向力大,特别是受力初始阶段,如下图3所示。单一牙纹的局部应力很大,造成紧固件承载力不均衡,因此无法达到紧固件最优锁紧效果。

图2 螺纹紧固松动公式参数
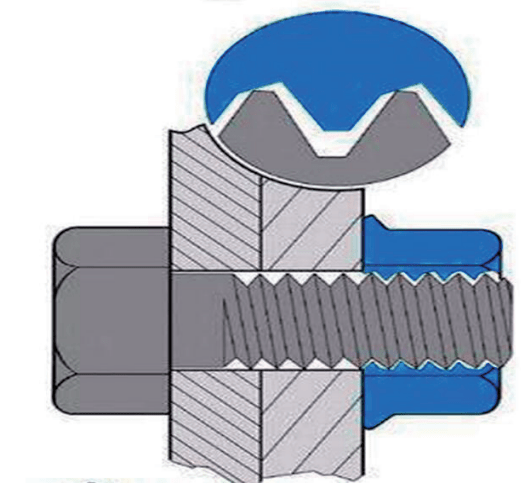
图3 螺纹展示图
在提升螺纹自锁能力的同时,如何提高紧固件连接副的寿命?锁紧力分配得越均匀,紧固件寿命越好。为此,我们设想把锁紧力转化为对外螺纹的下压力,这样可以减小螺纹拉力。下压力通过螺纹传导到外螺纹紧固件的杆径,使紧固件受力更均匀。
R型螺纹的设计原理
现有的防松方法或者工艺复杂,或者使用不便,或者成本高昂。如何找到一种安全可靠、方便高效、成本经济的解决方案。为此,笔者针对一种R型螺纹新型专利产品的设计原理进行深入研究,并把R型螺纹特质与常规防松方法进行分析对比。
R型螺纹的设计是结构防松的一种形式。R型螺纹是楔形螺纹的优化设计,传统楔形螺纹锁紧配合时角度不可变,R型螺纹锁紧配合时随着配合面的受力变化实现多角度配合,是可变楔形。
当螺纹紧固件与R型螺纹紧固件相互拧紧时,螺纹紧固件的牙尖就紧紧地顶在R型面上,并传导到螺纹以下紧固件“身部”,从而产生很大的锁紧力。
通过横向振动试验表明,R型的设计使紧固件连接时的应力分配更合理,每一牙纹受力更稳定,如下图4所示。

图4 R型螺纹设计展示图

图5 螺纹受力分析图
R型螺纹在螺纹的牙底处设计一个R型面,当外螺纹紧固件与R型螺纹紧固件相互预紧时,外螺纹紧固件的牙尖轻微内收顶在R型面上,这样可以有效的保护外螺纹的牙尖,如下图6.7所示。

图6 螺纹受力分析

图7 R型螺纹受力图
R型螺纹的特质
R型螺纹的锁紧过程是结构防松形式,它是通过一个力的转移过程,当在受力的初始阶段,螺栓的螺纹配合部分会轻微内收,将力沿着螺纹的牙尖向两侧传导,形成相对稳定的下压力(这对于锁紧后的均匀负载至关重要);
随着锁紧力的增加,下压力逐渐深入到螺栓螺纹以下的部分,这样的应力能更好地保护螺纹,所以R型螺纹是真正可以多次锁进锁出仍具备防松性能的螺纹。
而普通螺纹和传统楔形螺纹都存在较大的侧向力,侧向力越大,螺纹耗损越严重。R型螺纹特质与常规防松方法对比见表1。

表1 R型螺纹与常规防松方法对比
目前国内外普遍采用两种标准的试验方法来评定紧固件的防松性能,有加速振动试验方法和紧固件横向振动试验方法,即GJB715.3A-2002《紧固件试验方法振动》、GB/T10431《紧固件横向振动试验》。
防松试验中GB/T10431《紧固件横向振动试验》,其中GB/T10431《紧固件横向振动试验》应用较为普遍。
R型螺纹防松试验符合DIN65151标准和GB/T10431-2008标准;
防松试验结果满足ISO16130-2015标准要求;
R型螺纹紧固件产品性能满足DIN25201-1-2004标准中风险等级H级防控要求;
螺纹摩擦系数满足DIN25201-2-2004标准要求。
在对R型螺纹及影响螺纹连接防松性能的因素进行了横向振动试验结果表明:不同的防松方式防松性能优劣不同,而R型螺纹有效力矩型锁紧螺母附加了阻止螺纹转动的摩擦力矩,具有良好的防松性能,属一种可变楔形螺纹。
总结
综上所述,R型螺纹设计是通过螺纹的结构起到防松功能的。与常规防松方法对比,R型螺纹设计使紧固件连接时的应力分配更合理,每一牙纹受力更稳定。R型螺纹设计制造的可靠性(质量保证能力或过程能力)决定了产品性能质量。
R型螺纹标准化程度高,安装、维护成本低,安全系数高,是螺纹紧固件防松提供了又一种安全可靠的解决方案。